精密孔系的高效加工方案與智能化設計探討
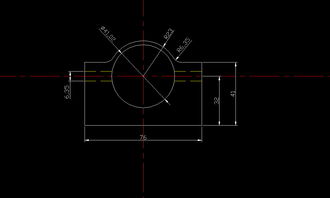
針對附圖所示零件中帶有嚴格公差要求(±0.025mm)的φ41.02大孔與兩個φ6.35孔,并且φ6.35孔與φ41.02孔之間存在中心距偏差0.025mm的高精度要求,其加工工藝需遵循嚴謹、系統的方案。以下為推薦的加工流程與智能化設計思路。
一、 精密孔系加工工藝方案
考慮到尺寸精度、位置精度以及可能的批量要求,推薦采用分步、多工藝結合的加工路徑。
- 工藝分析與基準確定:
- 必須明確和建立統一的工藝基準。通常以零件的某個精加工面或已加工出的一個高精度孔(如φ41.02孔)作為后續加工的基準,以確保位置精度的累積誤差最小。
- 加工順序應遵循“先主后次、先大后小、先基準后其他”的原則。建議先加工φ41.02大孔。
- φ41.02大孔(±0.025mm)加工:
- 粗加工:可采用鉆削或立銑刀螺旋銑孔的方式去除大部分余量,單邊留精加工余量約0.3-0.5mm。
- 半精加工與精加工:推薦使用鉸削或精鏜。對于φ41.02的非標準尺寸,定制高品質硬質合金鉸刀或使用CNC精鏜刀進行微調鏜孔是保證尺寸公差最可靠的方法。在穩定的加工中心上,通過精準的刀補設定,完全可以達到±0.025mm的尺寸要求。過程需保證充分的冷卻與排屑。
- 兩個φ6.35小孔(±0.025mm)及其與φ41.02孔的位置度(0.025mm)加工:
- 這是本次加工的關鍵與難點。位置精度0.025mm要求極高,必須在一次裝夾中完成所有孔的加工,以消除重復定位誤差。
- 加工方法:
- 中心鉆定位:先用中心鉆在所有孔中心打出精準的引導孔。
- 鉆削:使用φ6.2-φ6.3mm的優質硬質合金鉆頭進行預鉆。
- 精加工:強烈推薦采用鉸孔。使用φ6.35H7級的高精度鉸刀進行最終加工。在剛性良好的數控機床(加工中心)上,利用機床本身的高定位精度(通常可達±0.005mm以內),通過精準的程序坐標控制,可以同時保證兩個小孔的自身尺寸公差和它們相對于基準大孔的位置公差。
- 對于更高效或更硬材料的加工,也可考慮采用硬質合金立銑刀進行輪廓銑削(螺旋插補)成型小孔,但這對機床動態精度和刀具跳動要求極高。
- 設備與檢測要求:
- 加工設備:必須使用高精度數控加工中心或數控銑床。機床的定位精度和重復定位精度應優于0.01mm。
- 檢測:加工后需使用三坐標測量機(CMM)或高精度內徑千分表、氣動量儀等,同時對孔徑尺寸和孔間位置度進行檢測,確保符合圖紙要求。
二、 智能化設備及配件的設計融合思路
將此類精密零件的加工融入智能化生產體系,可以大幅提升效率、穩定性和可追溯性。
- 智能工藝規劃與仿真:在CAM軟件中完成編程后,利用虛擬制造技術進行全過程仿真,優化刀具路徑,提前預判并避免干涉、過切或精度風險。
- 自適應加工與在線測量:
- 為機床主軸集成無線測頭,在加工前后對工件基準進行自動找正和測量,自動補償工件裝夾偏差。
- 在關鍵工步后(如精鉸后),使用機床在線測頭或專用孔徑測量裝置對孔尺寸進行即時檢測,數據反饋至數控系統,實現刀具磨損的自動補償(如調整刀補值),形成“加工-測量-補償”的閉環控制,這是保證批量生產一致性的核心。
- 智能化刀具管理與狀態監控:
- 為精鉸刀、鏜刀等關鍵刀具配備RFID芯片,記錄其使用壽命、加工次數。系統可自動預警換刀。
- 通過主軸功率監控或聲發射傳感器,實時監測切削狀態,發現異常(如崩刃、磨損加劇)立即報警或調整參數。
- 柔性夾具設計與數字孿生:
- 設計模塊化、氣動或液壓自動定心的專用夾具,實現零件的快速、高重復精度裝夾。夾具狀態可被監控并與生產執行系統(MES)聯動。
- 建立涵蓋“機床-夾具-刀具-工件-工藝參數”的數字孿生模型,在虛擬環境中不斷優化整個生產單元的效能,并將最優參數推送至物理設備。
- 數據集成與可追溯性:所有加工參數、檢測數據、設備狀態均自動上傳至工廠云平臺或MES系統。每個零件都有完整的“數字檔案”,實現全過程質量追溯,為工藝持續優化提供數據支撐。
###
對于所述高精度孔系零件,在精密加工中心上,采用“一次裝夾、鉆-鉸(或鏜)”的工藝路線是可靠的選擇。而融合在線測量、自適應補償、智能監控等技術的智能化制造方案,則是實現該類零件高效、高質量、規模化生產的必然趨勢。它不僅解決了當下的加工難題,更構建了面向未來的制造競爭力。
最新產品

揚州市南部快速通道智能化公交站臺 智慧交通與城市設計的新篇章

協昌環保 | 30年自主創新打破技術壁壘!智能化設備及配件的設計之路

智能化設備及配件設計 以NHP 5550/6350系列為例的集成化創新與未來展望

【RA車展前瞻】浙江坤為GL8乾坤之翼電動座椅 智能化設計與舒適體驗的融合之作

食品行業純水生產設備的智能化演進 設計、集成與未來趨勢
傳統工廠到智慧工廠 智能化變革的實地探秘——3月展會現場見聞
新版酒店智能化弱電系統詳細設計方案

物聯網為湖北箱式無負壓供水設備高質量發展“插上翅膀”——智能化設備及配件設計的新篇章

弱電智能化工程 最全光纖配件知識及智能化設備設計要點

智能時代,智造未來 探索機械產品海報設計中的智能化表達